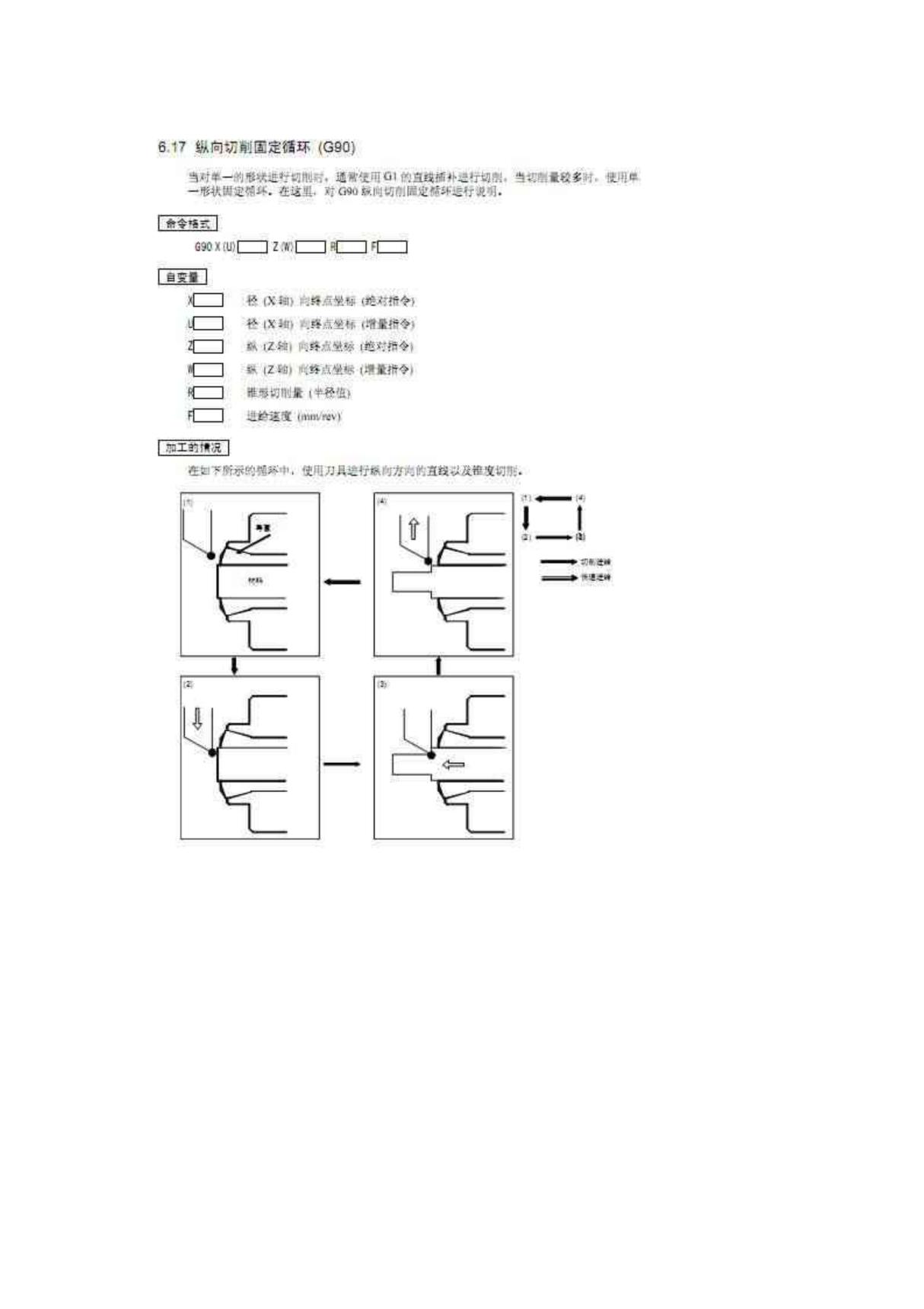
G90纵向固定切削循环 该指令可完成 “ 切入 → 切削 → 退刀 → 返回 ”的连续动作。 既可以加工圆柱面 也可以加工圆锥面。 车削一次圆柱面走刀轨迹 A→ B→ C→ D→ A其中 AB 段 G00 快速定位到切削起点 BC 段 G01 切削到达切削终点 CD 段 G01 切削退刀 DA 段 G00 快速返回循环起点。 R表示起点 B的 X坐标减去终点 C的 X坐标值的一半。
G90纵向固定切削循环 该指令可完成 “ 切入 → 切削 → 退刀 → 返回 ”的连续动作。 既可以加工圆柱面 也可以加工圆锥面。 车削一次圆柱面走刀轨迹 A→ B→ C→ D→ A其中 AB 段 G00 快速定位到切削起点 BC 段 G01 切削到达切削终点 CD 段 G01 切削退刀 DA 段 G00 快速返回循环起点。 R表示起点 B的 X坐标减去终点 C的 X坐标值的一半。
声明:资源收集自网络无法详细核验或存在错误,仅为个人学习参考使用,如侵犯您的权益,请联系我们处理。
不能下载?报告错误